Computer Vision in Manufacturing: From Production Tracking to Precision Quality



Computer vision gives your factory eyes. A camera watching a line can count what you make, tell you when a machine has stopped, check that the right label went on, or measure every part to a fraction of a millimetre. The value scales with how much you ask those eyes to do, and so does the cost and engineering effort of deploying them.
This article lays that spectrum out as four tiers. Each step up buys more capability and demands more in return; the point is that you can start at the bottom, prove value in weeks with hardware costing hundreds of pounds, and climb only where your own data says the return justifies it.
The spectrum at a glance
| Tier | What it does | Typical hardware | Deployment effort |
|---|---|---|---|
| 1. See & Count | Counts, barcode reading, presence, machine state, timing | Fixed 2D IP camera + edge compute | Days per camera position |
| 2. Inspect & Verify | Per-part pass/fail checks in 2D | Industrial camera + engineered lighting + trigger | Weeks per inspection station |
| 3. Measure & Grade | Shape, volume, and position in 3D | ToF / structured-light / stereo sensors | Weeks to months per cell |
| 4. Precision Metrology | Sub-mm measurement at line speed, 100% inspection | Laser-triangulation profilers, line-scan cameras | An integration project, months |
Tier 1: See & Count (production tracking and machine monitoring)
Commodity 2D cameras and a small edge computer, working mostly under the lighting you already have. Live in days, and nothing on the machine is touched.
A camera observes production without touching the machine. No wiring into the panel, no PLC access, no voided warranty or lease, no downtime to install. A machine built in 1985 and a machine built last year look the same to a camera, which makes Tier 1 one of the fastest routes to feeding an OEE and production monitoring system (such as Busroot) on equipment that is otherwise hard or impossible to instrument.
Tier 1 answers "what is happening right now, and how often?". The outputs are counts, states, and timestamps: exactly the raw material an OEE system needs.
Production counting. Know your true output, unit by unit, on machines you cannot wire into: the camera detects each product and tracks it across a counting line. This alone often justifies the camera: availability and performance metrics for your OEE system, from the depalletizer built in 1992 as easily as from the new filler.
Barcode and QR code reading. Know not just how many, but what and which. Decoding barcodes and QR or Data Matrix codes works on even cheap cameras, with no model to train and nothing to drift. It buys SKU and packaging validation, catching a wrong changeover within the first few units, and, where products carry a unique identity, unit-level traceability: each read is a fact rather than a statistic, narrowing a future recall from "everything that shift" to the specific serials affected.
Machine state from stack lights and panels. Get run/stop/fault visibility from machines you are not allowed to touch by reading the andon stack light or indicator panel that already exists for human eyes: the classic workaround for leased, warranty-bound, or validation-locked equipment.

Presence and absence. Confirm the jig is loaded, the guard is closed, the pallet is in position, or an operator is at the station. One view can answer several presence questions at once, which is where a camera starts to beat discrete sensors on cost.
Cycle-time observation. See the real distribution of cycle times against standard, not just the average. Every repeated visual event (a press closing, a part ejecting) is a timestamp, and the gaps between them reveal slow cycles, micro-stops, and drift that averaged counters hide.
Stage tracking within the cycle. See where the cycle time actually goes. Normally all you keep is a part count over a duration, but a cycle has distinct stages (loading, clamping, running, unloading), and as long as each looks distinctive the camera can classify it and timestamp every transition, splitting productive from non-productive time inside every cycle. Discovering that a 90-second cycle contains only 40 seconds of cutting points the improvement at fixturing and part presentation rather than at the machine, and makes cycles comparable across shifts and operators.
Queue, buffer, and WIP levels. Spot starvation and blockage before they become downtime. A camera over a conveyor, lane, or staging area reports how full it is, explaining why a bottleneck machine is idle. That last case is the expensive one: an hour the pace-setting machine spends starved is an hour of output the whole line never makes back, and the buffer feeding it is the early warning. If only a few positions get a camera, the buffers around that machine are the ones to watch.
People and safety basics. Know when a zone is occupied, whether hi-vis or hard hats are being worn, or when a walkway is encroached. Treat this as safety augmentation and audit evidence, not a certified safety system: it informs and records, it does not guard.
Tier 2: Inspect & Verify (automated quality inspection)
Still 2D imaging, but now the answer must be right for every individual part: industrial cameras, engineered lighting, a trigger synchronised to the line, and consistent part presentation. Weeks per inspection station.
Tier 2 answers "is this specific part acceptable?". This is the ground the machine vision industry has served for decades, and the step up from Tier 1 is not the camera so much as the discipline around it: a defect check is only as repeatable as its lighting and its part presentation.
Label, print, and date-code verification. Stop mislabelled product leaving site: right label on the right SKU, lot and date codes present and legible, barcode grading as scannable (reading a barcode is a Tier 1 job; grading its print quality needs this tier's controlled lighting). For food, beverage, and pharma this is effectively recall insurance.
Assembly verification. Catch a missing or wrong component while rework is still cheap: component present, correct variant, correct orientation, verified before value is added on top of the mistake.
Packaging inspection. Confirm the cap is present and seated, the fill level is in range, the seal is intact, and the case contains what it should, all at line speed.
Surface defect detection in 2D. Detect visible scratches, stains, print defects, and contamination without fatigue. Human inspectors are good for minutes and poor for hours; a camera applies the same standard to the millionth part as to the first.
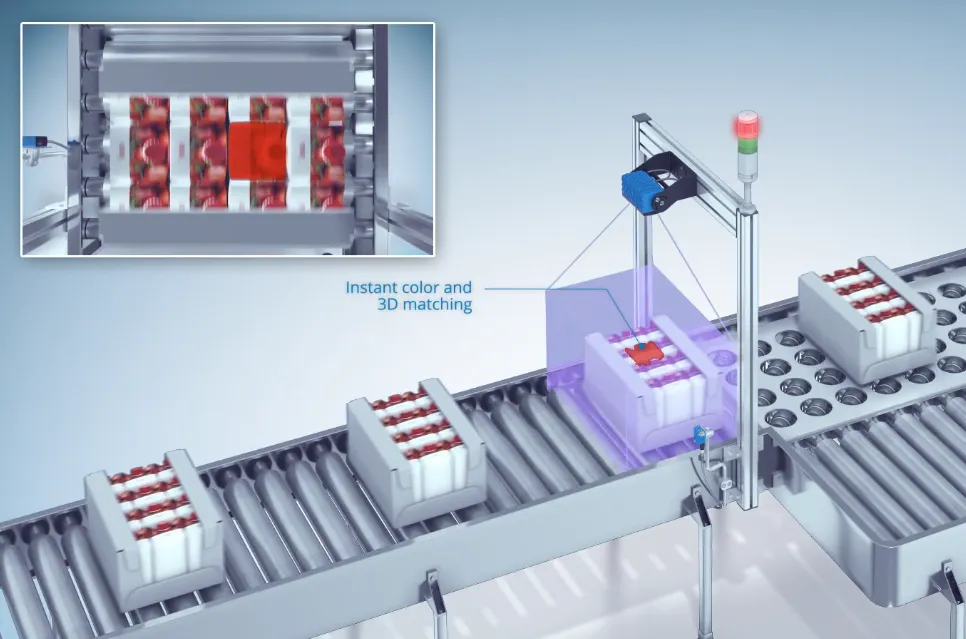
Sortation and grading by appearance. Grade by colour, size class, or pattern, which matters most where the product itself is variable: food, natural materials, recycled feedstock. A subjective judgement becomes a repeatable one.
Where an inspection station sits on the line matters almost as much as what it checks. On most lines one machine sets the pace of everything else, and its hours are the hardest to get back. The highest-return position is usually immediately upstream of that machine: every defective part stopped there is time it does not spend processing scrap. A part scrapped after passing through it costs more than material, because the time it consumed goes in the bin as well.
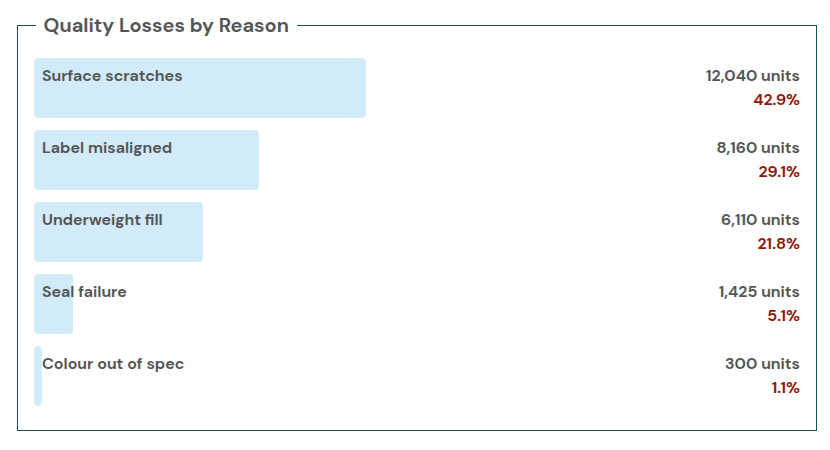
A note that compounds the value: every reject a Tier 2 system detects can flow into your OEE quality metrics with a reason attached. Instead of a shift total of "43 bad", you get "31 label skew, 12 low fill", per shift and per SKU. In Busroot, the vision system becomes an automatic source of bad-production counts and quality reason codes, populating the Quality Analysis view without an operator entering anything.
Tier 3: Measure & Grade (in-line 3D measurement)
Three-dimensional imaging: time-of-flight, structured light, or stereo. The system now perceives shape, volume, and position in space, and calibration becomes part of the job. Weeks to months per cell.
Tier 3 answers "what shape is this, how big is it, and where exactly is it?": questions 2D physically cannot answer, because they are about topology rather than appearance.
Dimensional verification at millimetre level. Catch gross geometric deviation in-line (a part outside coarse tolerance, a deformed extrusion, a short-shot moulding) on every part, rather than a lab sample hours later.
Volume, fill, and portion measurement. Measure what was dispensed or portioned by true volume rather than a weight proxy. Where density varies (food especially), volume is the honest number, and 3D imaging reads it without contact.
Shape defects. Find dents, warp, bow, and missing material that a 2D image cannot see because nothing about the surface's colour changes: invisible to appearance-based inspection, obvious to a depth map.
Pallet and load verification. Verify load dimensions, overhang, and stack completeness before wrapping. A mis-stacked pallet caught at the wrapper costs seconds; caught by the customer, it costs a claim.
Robot guidance and bin picking. Locate unordered parts in 3D so a robot can pick them: the gateway to automation projects, because tasks that once required fixtured, ordered presentation become automatable.
Tier 4: Precision Metrology & Defect Analysis
The top of the spectrum: laser triangulation and line-scan imaging, delivering sub-millimetre measurement at line speed. This is where sampling-based QC becomes 100% inspection.
Tier 4 answers "is every single part within tolerance, and which way is the process drifting?". This is the precision end of industrial machine vision, and the economics change here: these are capital projects, justified where a single escaped defect, a warranty claim, or an hour of scrap outweighs the system cost.
In-line profilometry. Measure a continuous sub-millimetre profile of extrusions, rolled and sheet product, or machined features, on every metre produced. Out-of-profile material is caught as it is made, not when a coil is unwound at the customer.
Weld, joint, and seam inspection. Inspect the geometry and integrity of every weld rather than a sampled few, converting statistical confidence into inspected certainty, with an image record per joint for traceability.
Surface inspection at speed. Catch defects on webs and sheets (coatings, films, paper, metal strip) that are invisible at area-camera resolutions. Line-scan imaging builds a continuous high-resolution picture of the whole surface as it passes.
100% dimensional QC and drift detection. Measure every part and watch the trend, not just the tolerance. Statistical process control then runs on real geometry: drift toward the limit is visible before any part breaches it, turning tool wear from a scrap event into a scheduled change. Sampled CMM checks say a bad part was made; 100% measurement says one is about to be.
A different mode: full-part 3D reconstruction (near-line)
Not a fifth tier, but a different way of deploying the same sensing. Instead of answering pre-defined questions on every part at line speed, a scanner captures the complete geometry of one part on demand: a point cloud or mesh you can rotate, archive, and compare against the CAD nominal.
Everything above is in-line, where the cost driver is integration with a moving line. Reconstruction is near-line: a part goes to a scanner (or a robot carries a scanner around it), a full scan takes minutes, and the output is a model of the whole surface rather than a pass/fail on chosen features. A structured-light scanner on a turntable is a benchtop installation with no machine integration, so it is often cheaper to deploy than an in-line Tier 4 system. And it answers a different question: not "is every part in tolerance at speed?" but "how does this whole part compare to what it was meant to be?".
First-article inspection. Approve a new tool, setup, or supplier in minutes: a full scan against CAD produces a deviation heatmap of the entire part, where a CMM programme measures a list of features and takes far longer to write.
Casting, forging, and moulding verification. See deviation across the whole surface, not at sampled points: shrinkage, warp, and die wear show up as patterns that per-feature measurement can miss.
Reverse engineering legacy parts. Scan the last good example of a part with no drawings into usable CAD, and make spares for equipment whose supplier disappeared decades ago.
Additive manufacturing verification. Confirm a printed part matches design intent, including internal-facing and organic geometry that conventional gauging cannot reach.
Tooling and wear auditing. Scan dies, moulds, and fixtures on a schedule and quantify wear as a trend, replacing tools before they produce scrap rather than after.
When computer vision is not the right tool
Any honest look at computer vision has to include this section, because the fastest way to lose money on it is to use it for a question the machine can already answer electrically.
If a machine exposes a signal (a PLC tag, a sensor output, a relay contact, an encoder pulse), reading it is cheaper, more reliable, and essentially maintenance-free. A vision model drifts when lamps age, a camera is nudged during cleaning, packaging artwork changes, or winter afternoon sun reaches a window it never used to; a wired run/stop contact cares about none of it.
The decision heuristic is simple enough to apply in a walkround:
Does this information already exist electrically? Read it. Does it only exist visually? That is a computer vision problem.
Computer vision earns its place when:
- The machine cannot be touched. Leased equipment, warranty conditions, or validated processes (pharma, aerospace) that forbid modification. The camera observes; the machine never knows.
- The information is inherently visual. Surface appearance, label content, print quality, colour, shape, and human activity have no electrical signal to read. No PLC tag says "the label is skewed".
- One camera replaces many sensors. When a single view answers five presence questions, the economics flip in the camera's favour.
In practice the two are complementary. Sensor and PLC-based monitoring (Busroot's standard approach) remains the backbone for machine state and cycle signals wherever available; vision extends coverage to the machines and questions wiring cannot reach.
Deployment realities
Every tier shares the same practical considerations; climbing tiers scales them up rather than replacing them.
- Lighting and environment. The single biggest determinant of reliability. Tier 1 tolerates ambient light; Tiers 2 to 4 control it deliberately, and any tier suffers if the environment changes silently.
- Mounting and protection. Factory cameras get bumped, washed down, coated in dust, and vibrated. Rigid mounting and IP-rated housings are cheap insurance.
- Compute and network placement. Video is heavy; decisions are light. Processing at the edge and sending only events keeps network load trivial, and keeps working when the internet does not.
- Training data and the cold start. Defect models need examples of defects, which good factories produce rarely. Plan a settling-in period where the system watches, learns, and is tuned before its outputs are trusted.
- False positives and thresholds. A system that rejects good product destroys trust as fast as one that passes bad product. Threshold tuning against real production is part of commissioning, not an afterthought.
- Drift and ongoing care. Models degrade as products, packaging, and environments change. Budget for periodic review the same way you budget sensor calibration.
None of these are reasons not to proceed. They are the difference between a demo and a production system, and the argument for incremental adoption: start at Tier 1 on one line, let the OEE numbers prove the value, and climb only where the data shows losses large enough to pay for the climb.